上海肖氏硬度计维修
显微硬度计使用时常见的几个问题通常来说,操作者准确且可重复地解决这些印象的末端的能力通常是错误的原因。让两个操作员准确地同意,在测量相同的印象时,确实很少见。用户每天都要对其计算机进行验证,这通常会掩盖此问题。在这里,操作者可以花时间在已知硬度的测试块上测量这些印模,其测试表面通常处于佳状态。在生产环境中,操作员有时会急于进行测试并将零件送出门外。为确保硬度标准的正确结果而采取的所有措施都无处可寻。显微硬度计操作员记录和转换结果从显微硬度到维氏硬度或努氏硬度值是另一个常见的误差来源。32.3微米的测量值很容易变成33.2微米。这种操作的失误,操作员可以使用光学编码器辅助测量的数字显微硬度测试仪消除了这一点。但是,他们没有找到印象结束。为了帮助消除这些问题,几乎任何显微硬度测试仪都可以安装摄像头,以及大多数仍然每天运行的“老式”模型。在显示器上观看印象比通过目镜眯眼更舒适和放松,从而减少操作员疲劳。定期对硬度计进行清洁和保养,包括擦拭仪器表面、润滑运动部件等,可有效提高仪器的稳定性和使用寿命。上海肖氏硬度计维修

洛氏硬度计压痕很小,测量值有局部性,须测数点求平均值,适用成品和薄片,归于无损检测一类。布式硬度压痕较大,测量值准,不适用成品和薄片,一般不归于无损检测一类。一般情况下洛氏硬度计中常使用的是C标尺(HRC)同时在洛氏硬度计测量HRC值时,适用范围:HRC20-70,相当于HB225-650,但在硬度高于此范围则用洛式硬度计A标尺HRA(如:硬质合金)。洛氏硬度计若硬度低于此范围则用洛式硬度B标尺HRB(如:铝,铜)。布式硬度HB上限值HB650,不能高于此值。在进行洛氏硬度试验时,当材料较薄,试样较小,表面硬化层较浅或测试表面镀覆层时,就应采用表面洛氏硬度试验。扬州洛氏硬度计选型放置待测样品时,要确保其表面平整、光洁,避免因表面缺陷影响硬度计的测量结果,保证测量数据有效。
洛氏硬度计使用过程中的常见故障分析:1.加主负荷时,指针转动缓慢。主要原因有下面几种:缓冲器的油针调节过小,缓冲器油太脏或粘度大,百分表测量杆有较大的摩擦,主轴系统有阻力。分析出原因后,针对进行,油针调节,更换合适机油,消除摩擦,清洗主轴系统。2.加主负荷时,指针时走时停,快慢不均匀。洛氏硬度计主要原因有两种,一是洛氏硬度计缓冲器油缸有空气。二是硬度计不水平致使机身与砝码发生碰撞或接触。解决时,一要排除油缸中的空气。二要调整硬度计致水平。
洛氏硬度计使用方法,(1) 将丝杠顶面及工作台上下端面擦净,将工作台置于丝杠台上;(2) 将试件支撑面擦净置于工作台上,旋转手轮使工作台缓慢上升并顶起压头,至小指针指向红点,大指针旋转3圈垂直向上为止;(3) 旋转指示器外壳,使C、B之间长刻线与大指针对正;(4) 拉动加荷手柄,施加主试验力,指示器的大指针按逆时针方向转动;(5) 洛氏硬度计当指示针转动停止下来后,即可将卸荷手柄推回,卸除主试验力;(6) 从指示器上相应的标尺读数;(7) 转动手轮使试件下降,再移动试件,按以上(2)-(6)步骤进行新的试验;(8) 试验结束后用防尘罩将机器盖好。对于硬度计的机械部件,如传动齿轮、丝杆等,要定期添加润滑油,减少摩擦磨损,保证仪器运行顺畅。

洛氏硬度计的使用注意事项:1.在更换压头或砧座时,注意接触部位要擦干净。换好后,要用一定硬度的钢样测试几次,直到连续两次所得硬度值相同为止。目的是使压头或砧座与试验机接触部分压紧,接触良好,以免影响试验结果的准确性。2.洛氏硬度计调整后,开始测量硬度时,一个测试点不用。因怕试样与砧座接触不好,测得的值不准确。特一点测试完,硬度计处于正常运行机制状态后再对试样进行正式测试,记录测得的硬度值。3.在试件允许的情况下,一般选不同部位至少测试三个硬度值,取平均值,取平均值作为试件的硬度值。4.对形状复杂的试件要采用相应形状的垫块,固定后方可测试。对圆试件一般要放在V形槽中测试。硬度计的品牌和售后服务也是选型时需要考虑的因素。扬州洛氏硬度计选型
硬度计的工作原理基于各种物理效应,如压痕、划痕等,通过测量相关参数来确定材料的硬度值。上海肖氏硬度计维修
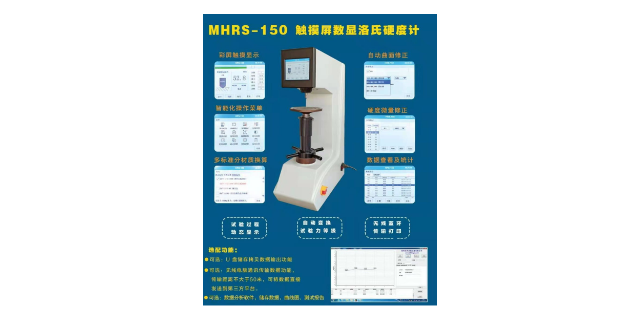
洛氏硬度计特点:1.与台式机相同的试验原理和精度,符合标准GB/T230、ISO6508和ASTM E110,经中国计量院检测,误差不大于1.5HR。2.测试快速,简便,无损。3.如千分尺一样的鼓轮读数机构,读数方便,重复性好,精度高。4.洛氏硬度计配有带灯放大镜,保证在车间较暗处使用时读数方便。5.可测试平面工件及曲率从Φ50mm到无穷大的曲面工件。6.用于现场精确测试钢板、钢管、轴类、模具、大锻件及各种大中型热处理零 件、表面淬火及组装设备上的零件,特别适于测试焊缝和热影响区的硬度。7.用于生产检验和验收检验,可代替精度不高的里氏硬度计。上海肖氏硬度计维修
- 常州高精度硬度计生产厂家 2025-07-20
- 常州肖氏硬度计哪家专业 2025-07-20
- 泰州金相显微镜生产厂家 2025-07-20
- 兰州门式布氏硬度计 2025-07-20
- 深圳自动测试硬度计 2025-07-20
- 常州布洛维硬度计厂商 2025-07-20
- 杭州显微硬度计企业 2025-07-20
- 重庆图像处理显微镜公司 2025-07-20
- 金相显微镜生产商 2025-07-20
- 镇江图像处理显微硬度计价钱 2025-07-20
- 东莞购买松布机按需定制 2025-07-20
- 舟山大型铜套 2025-07-20
- 河北PPR全铜球阀 2025-07-20
- 浙江核建埋件生产自动化核建智能工厂改造供应商 2025-07-20
- 广州常闭保护器哪家好 2025-07-20
- 浙江定做智能语音助手 2025-07-20
- 湖南新能源涂装设备生产线 2025-07-20
- 山南区十人硬体舱定制费用 2025-07-20
- 宝山区智能监控大概多少钱 2025-07-20
- 南京胶管管件 2025-07-20