瑞安液体水平给袋式包装机
给袋式包装机在包装过程中还能够实现多种附加功能的集成。例如,可以集成打印、贴标、喷码等功能于一体,实现包装的自动化和一体化。这种集成化的设计不仅提高了生产效率,还降低了人工干预的成本和错误率。同时,给袋式包装机还支持多种包装形式的切换和定制化服务,使得客户可以根据产品的特点和需求选择合适的附加功能。这种灵活多样的附加功能不仅满足了客户的个性化需求,还提高了产品的附加值和市场竞争力。在追求品质、高效率生产,给袋式包装机的这种集成化设计无疑成为了众多企业的推荐方案。浙瑞包装科技为您提供专业的全自动包装机,有需要可以联系我司哦!瑞安液体水平给袋式包装机
给袋式包装机在包装速度的提升方面也具有明显的优势。其高效的自动化流程能够大幅度提高包装速度,从而满足大规模生产的需求。同时,给袋式包装机还具备准确的控制系统,能够确保包装过程中的稳定性和准确性。这种高效、稳定的包装方式不仅提高了生产效率,还降低了人工干预的成本和错误率。在追求高效生产的现在,给袋式包装机无疑成为了众多企业的选择设备。其高效的包装速度和稳定的性能为企业带来了更加明显的经济效益和市场竞争力。给袋式全自动包装机设备厂家全自动包装机,就选浙瑞包装科技,用户的信赖之选,有需求可以来电咨询!
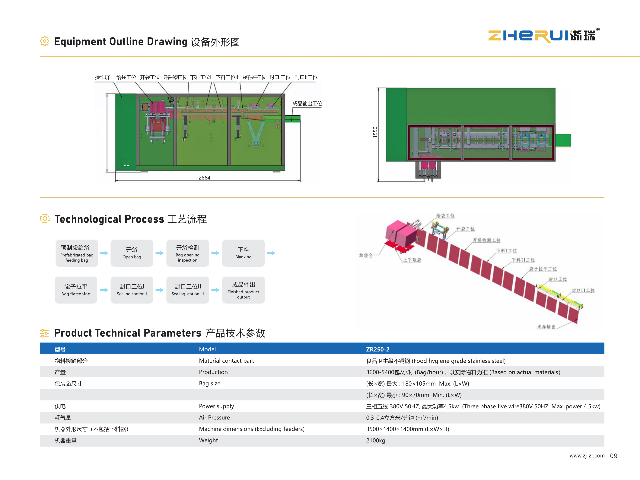
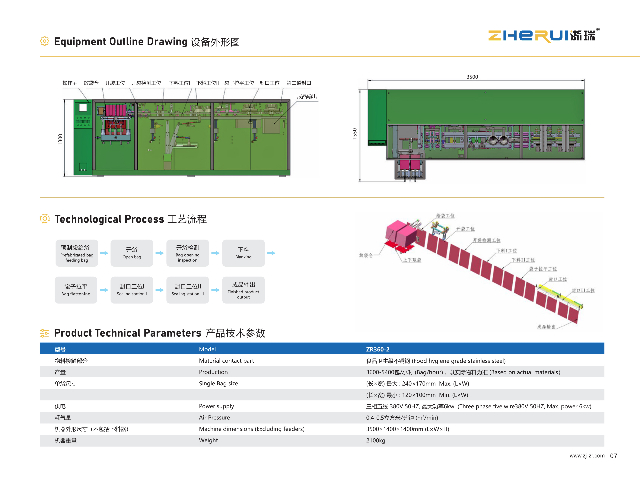
给袋式全自动包装机自动化程度高:利用机械手对用户的预制袋进行取袋、开袋、套袋和封口等操作,在微电脑的协调控制下完成灌装、打码等功能,实现了包装过程的高度自动化。减少细菌污染:机械手替代人工套袋,避免了人工操作可能带来的细菌污染,保证了产品的卫生安全。适用范围广:适用于食品、调味品等多种产品的小规格大批量自动化包装,对于颗粒、粉剂等不同形态的物料都能很好地进行包装13。操作灵活方便:设备的控制系统较为先进,操作简单,易于调整和维护,并且能够快速切换不同的包装规格9。
给袋式包装机在医药行业的应用也具有重要意义。医药行业对产品的安全性和有效性要求极高,给袋式包装机以其无菌、防潮、防尘的特性,保障了药品的品质和安全性。其计量和控制系统,能够确保每个包装内的药品数量准确无误。同时,给袋式包装机还支持多种包装形式的切换,如瓶装、袋装等。这种多样化的包装形式不仅满足了不同药品的保存需求,还提高了药品的市场竞争力和患者用药的便捷性。在医药行业追求品质、高效率的现在,给袋式包装机无疑成为了重要的保障设备。全自动包装机,就选浙瑞包装科技,让您满意,欢迎新老客户来电!
真空包装机的常出现的问题如何解决1.真空度低,泵油污染、过少或过稀清洗真空泵,更换新真空泵油,抽气时间太短,延长抽气时间,抽气过滤器堵塞,清洗或更换排气过滤器,有漏气处,抽空后关闭电源,检查电磁阀、管接头、真空泵吸气阀及工作室周边密封垫有无漏气处。2.噪音大。真空泵联轴器磨损或破裂更换,排气过滤器堵塞或安装位置不正,清洗或更换排气过滤器并安装正确,有漏气处检查电磁阀是否有漏气并排除。3.真空泵油烟大。抽气过滤器堵塞或污染清洗或更换排气过滤器,泵油污染,更换新油,回油阀堵塞,清洗回油阀。浙瑞包装科技是一家专业提供全自动包装机的公司,期待您的光临!液体自动包装机品牌排行
浙瑞包装科技为您提供专业的全自动包装机,有想法可以来我司咨询!瑞安液体水平给袋式包装机
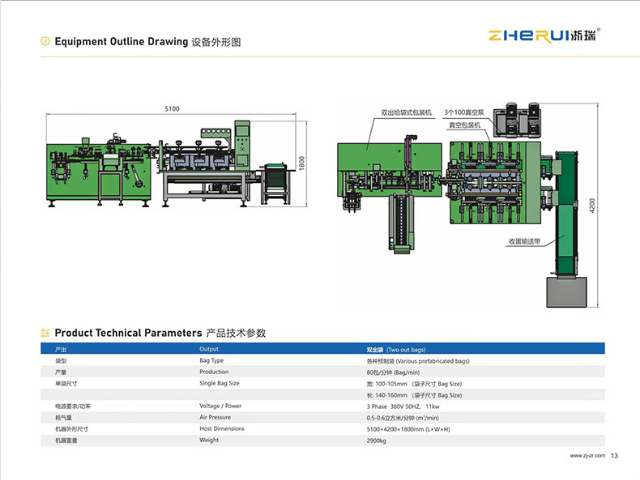
对于形状不规则的产品,如工艺品、有特殊造型的食品等,要选择具有灵活包装功能的机器。有些真空包装机配备了可调节的模具或者采用了三维立体包装技术。以温州浙瑞包装机械科技有限公司的机型为例,它采用了智能视觉识别和机械臂辅助包装系统,能够根据产品的形状自动调整包装方式,确保每个产品都能被完整、紧密地包装。对于中等规模的企业,每天可能需要包装几百到几千袋产品。此时,包装速度应在每分钟10-30袋左右。并且,机器要具备一定的稳定性,能够长时间连续工作。像浙瑞公司的中型真空包装机,采用了双工位设计,两个工作区域可以交替工作,提高了包装效率,而且设备配备了电机和控制系统,能够保证连续工作8小时以上而不出现故障。瑞安液体水平给袋式包装机
- 重庆咸鸭蛋自动包装机 2025-07-31
- 台州鸡蛋水平给袋式包装机 2025-07-31
- 杭州液体自动包装机 2025-07-31
- 宁波松花蛋水平 包装机 2025-07-31
- 广东松花蛋自动包装机 2025-07-31
- 龙湾区松花蛋包装机 2025-07-31
- 松花蛋水平给袋式包装机 2025-07-31
- 重庆咸鸭蛋给袋式全自动包装机 2025-07-31
- 河南咸鸭蛋全自动包装机 2025-07-31
- 丽水松花蛋自动包装机 2025-07-31
- 崇明区真空镀膜机分类 2025-07-31
- 吴江区离心通风机定制价格 2025-07-31
- 静安区新款气缸销售厂家 2025-07-31
- 上海全自动套膜热收缩包装机源头厂家 2025-07-31
- 广西防振OPGW光缆品牌 2025-07-31
- 杭州非标定制超声波焊接技术 2025-07-31
- 高性能导电阳极丝测试系统研发 2025-07-31
- 钙钛矿电池光模拟系统厂家 2025-07-31
- 佛山过滤板成型液压机 2025-07-31
- 杨浦区国产废水蒸发结晶器厂家供应 2025-07-31