全国HELLER回流焊联系人
炉温曲线的调整与优化设定初步炉温:根据焊接工艺的要求和实际情况,设定预热、恒温、峰温和冷却阶段的温度和时间。这需要考虑锡膏的特性、PCB板的厚度和材质、元器件的大小和类型以及炉子的加热效率等因素。使用炉温曲线测试仪测试实际温度曲线:通过炉温曲线测试仪测试得到的温度曲线会有3~6条,每条曲线**要焊接的电路板上不同位置焊点的实时温度。比较与调整:将实际温度曲线与设定的曲线进行比较,根据测试结果调整传送带速度和各区温度,使实际温度曲线更接近设定曲线。重复测试与调整:重复测试和调整过程,直至达到满意的焊接效果。需要注意的是,回流焊炉温曲线的调整是一个持续的过程,需要定期监测和调整以确保焊接质量和生产效率。回流焊工艺,确保焊接点牢固,提升电子产品使用寿命。全国HELLER回流焊联系人
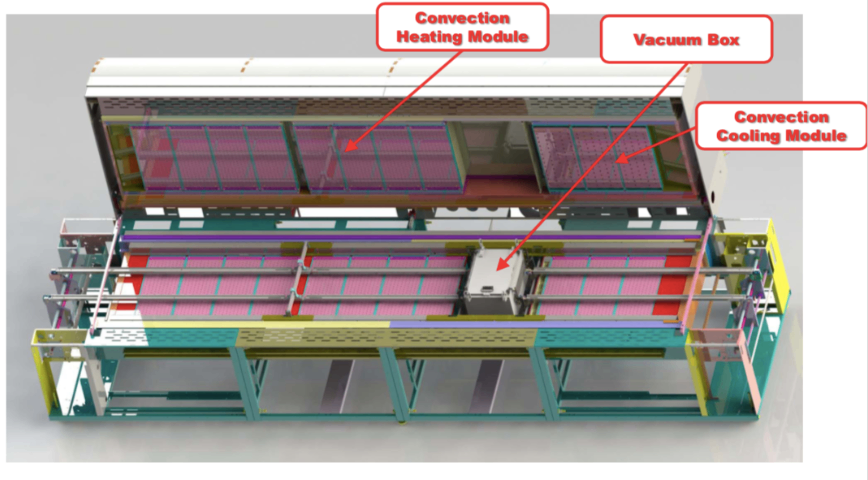
HELLER回流焊是一种在电子制造业中广泛应用的焊接设备,以下是其详细介绍:一、基本原理回流焊是一种将焊接组件放置在电路板上,然后通过加热使焊料熔化并重新凝固的焊接技术。它主要用于表面贴装技术(SMT)中,通过重新熔化预先分配到印制板焊盘上的膏状软钎焊料,实现表面组装元器件焊端或引脚与印制板焊盘之间的机械与电气连接。二、设备特点高精度温度控制:HELLER回流焊设备具备精确的温度控制系统,能够确保焊接过程中温度的稳定性和一致性。这对于获得高质量的焊接接头至关重要。无氧环境焊接:部分HELLER回流焊设备提供无氧环境,有效减少气体存在,避免焊接过程中的氧化反应,从而提高焊接接头的可靠性和品质。高效热传递:设备采用强迫对流热风回流原理,通过气流循环在元件的上下两个表面产生高效的热传递,同时避免小型元件过热和PCB变形。灵活性与通用性:HELLER回流焊设备适用于各种领域,如航空航天、**、汽车电子、医疗设备等,对焊接质量和可靠性要求较高的行业。同时,设备还具备通用性的载板,可灵活应对不同尺寸和类型的电路板。 全国HELLER回流焊联系人回流焊技术,实现电子元件与PCB的精确、高效连接。
Heller回流焊:尽管Heller回流焊的初期投资可能较高,但其长期成本效益却非常明显。由于采用了先进的加热和冷却技术,Heller回流焊能够大幅度降低氮气消耗量和耗电量,从而降低生产成本。此外,其优越的性能和稳定性也有助于减少返工和维修费用。传统回流焊:传统回流焊在成本效益方面可能不如Heller回流焊。由于其加热和冷却系统的效率较低,导致氮气消耗量和耗电量较高,从而增加了生产成本。同时,其性能和稳定性方面的局限性也可能导致返工和维修费用的增加。四、适用场景Heller回流焊:Heller回流焊适用于对焊接质量和工艺稳定性要求较高的场景。例如,在质优电子产品制造、航空航天、汽车电子等领域,Heller回流焊能够提供精确的温度控制和稳定的焊接效果,满足高质量和高可靠性的需求。传统回流焊:传统回流焊则更适用于对焊接质量和工艺稳定性要求相对较低的场景。例如,在一些低端电子产品制造或简单组装工艺中,传统回流焊可能足够满足需求。然而,在要求更高的场景中,传统回流焊可能无法满足质量和稳定性的要求。综上所述,Heller回流焊与传统回流焊之间存在明显的区别。
回流焊和波峰焊哪个更好,这个问题并没有一个***的答案,因为它们各自具有独特的优点和适用场景。以下是对两者的比较和分析:回流焊的优点高精度和高密度:回流焊特别适用于小型化、高密度的电路板设计,能够提供精确的焊接位置和优异的焊接质量。宽泛的适用性:回流焊可以焊接各种尺寸和形状的电子元件,包括贴片元件和插件元件(尽管插件元件不是其主要应用场景)。良好的温度控制:回流焊过程中的温度控制非常精确,有助于减少焊接缺陷,提高焊接质量。环保:回流焊通常采用无铅锡膏,符合环保要求,对环境影响较小。波峰焊的优点高效率:波峰焊能在短时间内完成焊接过程,适用于大规模生产,可以显著提高生产效率。低成本:相对于回流焊,波峰焊的设备成本和维护成本通常较低。适合插件元件:波峰焊对于插件元件的焊接具有天然的优势,能够确保焊料充分填充通孔,提供强大的机械强度和良好的电气连接。适用场景回流焊:更适用于表面贴装技术(SMT),特别是当电路板上的元件以贴片元件为主时。此外,对于需要高精度和高可靠性的焊接应用,回流焊也是更好的选择。波峰焊:更适用于插件元件的焊接,特别是当电路板上有大量的直插式元件时。此外。 回流焊工艺,自动化生产,降低人力成本,提升焊接效率。

回流焊表面贴装技术是一种常见的电子制造工艺,主要用于将表面贴装元件(SMD)焊接到印刷电路板(PCB)上。以下是对该技术的详细介绍:一、基本原理回流焊表面贴装技术的基本原理是利用加热系统将焊接区域加热至锡膏熔化的温度,使锡膏与电子元件和印刷电路板之间形成可靠的电气连接。回流焊过程通常包括预热、熔化(吸热)、回流和冷却四个阶段。预热阶段:将电路板缓慢加热至锡膏熔化的温度,以避免热应力损伤电子元件。预热区的温度通常维持在60℃至130℃之间。熔化(吸热)阶段:锡膏加热至熔化温度,形成熔融态的焊料。此阶段需要保持一定的温度和时间,确保焊膏充分熔化并均匀覆盖焊盘和元件引脚,形成良好的润湿效果。回流阶段:熔融态的焊料在进一步加热***动并与电子元件和印刷电路板的焊盘接触,形成电气连接。这是整个回流焊工艺中的重心环节,温度迅速上升至焊膏的熔点以上,使焊膏完全熔化并与焊盘和元件引脚形成液相焊接区。回流区的温度设置取决于锡膏的熔点,一般在245℃左右。冷却阶段:降低温度使焊料凝固,完成焊接过程。冷却过程需要控制得当,以确保焊点迅速凝固并增强焊接的可靠性。冷却速率对焊点的强度和外观有直接影响。 回流焊工艺,高温熔化焊锡,为电子产品提供稳固连接。全国HELLER回流焊联系人
回流焊技术,实现电子元件的快速、精确焊接,降低成本。全国HELLER回流焊联系人
回流焊设备预热区的温度设置是一个关键参数,它直接影响到焊接质量和PCB(印制电路板)的热应力分布。以下是对预热区温度设置的详细解析:一、预热区温度设置原则根据PCB和元器件特性:预热区的温度设置应考虑到PCB的材质、厚度以及所搭载元器件的耐热性和热容量。较薄的PCB或热容量较小的元器件可能需要较低的预热温度,以避免过度加热导致变形或损坏。焊膏要求:不同品牌和类型的焊膏对预热温度有不同的要求。应根据焊膏供应商提供的推荐温度曲线来设置预热区温度,以确保焊膏中的助焊剂能够充分活化,并减少焊接缺陷。温度上升速率:预热区的温度上升速率也是一个重要参数,通常建议控制在较慢的速率,以减少热应力和焊接缺陷。推荐的上升速率可能在℃/秒至4℃/秒之间,具体取决于焊接工艺的要求和PCB的复杂性。二、预热区温度设置范围预热区的温度设置范围通常在80℃至190℃之间,但具体数值可能因上述因素而有所不同。以下是一些常见的设置范围:较低范围:80℃至130℃,适用于较薄的PCB或热容量较小的元器件。中等范围:130℃至160℃,适用于大多数标准的PCB和元器件。较高范围:160℃至190℃,适用于较厚的PCB或热容量较大的元器件。 全国HELLER回流焊联系人
- 光谱仪生产厂家 2025-07-30
- Press fit压接机技术指导 2025-07-30
- VitroxX-ray设备 2025-07-30
- 全国连接器压接机构件 2025-07-30
- 全国贴片机注意事项 2025-07-30
- 高精度贴片机贴片机服务手册 2025-07-30
- 全国TX micron贴片机代理品牌 2025-07-30
- 欧姆龙X-ray哪家好 2025-07-30
- 全国激光开孔机型号 2025-07-29
- 国产压接机设计标准 2025-07-29
- 淄博交流可控硅调压模块报价 2025-07-30
- 广东电波钟机芯采购 2025-07-30
- 北京中控矩阵系统供应商家 2025-07-30
- 安徽水加热PTC生产商 2025-07-30
- 河南Redback Systems 光谱仪波长范围450-1030nm 2025-07-30
- LHPF1400-5032 2025-07-30
- MT4601A-N传感器 2025-07-30
- 杭州中压变频器生产厂家 2025-07-30
- 吴中区加工可控硅模块联系方式 2025-07-30
- 新型工业控制板卡设计技术指导 2025-07-30