特种设备疲劳分析服务价格
压力容器材料的力学性能直接影响分析设计的准确性。关键参数包括:强度指标:屈服强度(σ_y)、抗拉强度(σ_u)和屈强比(σ_y/σ_u),后者影响塑性变形能力(屈强比>)。韧性要求:通过冲击试验(如夏比V型缺口试验)确定材料在低温下的抗脆断能力。本构模型:弹性阶段用胡克定律,塑性阶段可采用双线性随动硬化(如Chaboche模型)或幂律蠕变模型(Norton方程)。强度理论的选择尤为关键:比较大主应力理论(Rankine):适用于脆性材料。比较大剪应力理论(Tresca):保守,常用于ASME规范。畸变能理论(VonMises):更精确反映多轴应力状态,***用于弹塑性分析。例如,奥氏体不锈钢(316L)在高温下的设计需同时考虑屈服强度和蠕变断裂强度。 通过ANSYS进行压力容器的优化设计,可以实现容器的轻量化设计,降低成本。特种设备疲劳分析服务价格
复合材料压力容器(如玻璃钢或碳纤维缠绕容器)的分析设计需考虑材料的各向异性和层合结构。设计标准如ASME X和ISO 14692提供了专门指导。分析重点包括:层合板理论计算各层应力;失效准则(如Tsai-Hill或Tsai-Wu)评估强度;界面剥离和纤维断裂的渐进损伤分析。有限元建模需定义铺层方向、厚度和材料属性,通常采用壳单元或实体单元分层建模。湿热环境对复合材料性能的影响需通过耦合场分析考虑。此外,复合材料容器的制造工艺(如缠绕角度)直接影响力学性能,需在设计中同步优化。疲劳分析需基于复合材料特有的S-N曲线和损伤累积模型。浙江压力容器SAD设计价钱在进行特种设备疲劳分析时,需要充分考虑材料的疲劳敏感性,以准确评估设备的疲劳性能。
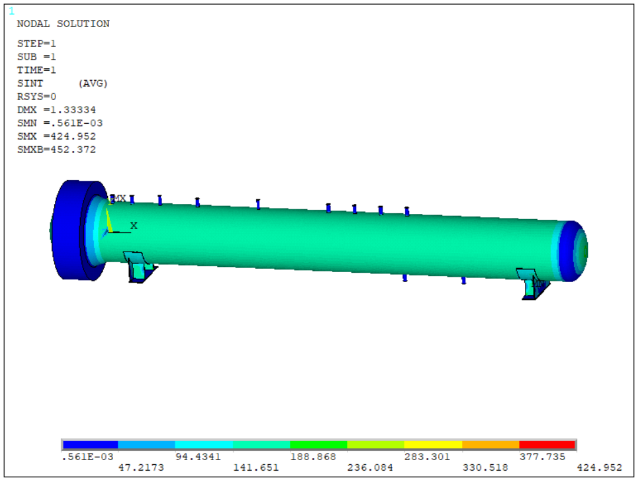
压力容器设计必须符合**或国家标准,如ASMEBPVCVIII-1(美国)、EN13445(欧洲)或GB/T150(**)。ASMEVIII-1采用“规则设计”,允许基于经验公式的简化计算;而ASMEVIII-2(分析设计)需通过详细应力分析。GB/T150将容器分为一类、二类、三类,按危险等级提高设计要求。标准中明确规定了材料许用应力、焊接接头系数(通常取)、腐蚀裕量(一般增加1~3mm)等关键参数。设计者还需遵循属地监管要求,如**需通过TSG21《固定式压力容器安全技术监察规程》的合规审查。压力容器的常规设计基于弹性失效准则,即容器在正常工作压力下应保持弹性变形状态。设计时需考虑主要载荷包括内压、外压、温度梯度、风载及地震载荷等。根据薄壁理论(如中径公式),当容器壁厚与直径比小于1/10时,周向应力(环向应力)是轴向应力的2倍,计算公式为σ_θ=PD/2t(P为设计压力,D为内径,t为壁厚)。此外,设计需满足静态平衡条件,并考虑局部应力集中区域(如开孔接管处)的补强要求。常规设计通常采用规则设计法(如ASMEVIII-1),通过简化假设确保安全性,但需限制使用范围(如不适用于循环载荷或极端温度工况)。
应力分类是分析设计的**环节。根据ASME VIII-2,应力分为一次应力(平衡外载荷)、二次应力(自限性应力)和峰值应力(局部不连续)。一次应力进一步分为总体薄膜应力(Pm)、局部薄膜应力(PL)和弯曲应力(Pb)。评定准则包括:一次应力不得超过材料屈服强度;一次加二次应力不得超过两倍屈服强度;峰值应力用于疲劳评估。欧盟的EN 13445采用基于极限载荷的评定方法,通过塑性分析直接验证结构的承载能力。应力分类的准确性依赖于有限元结果的合理线性化,通常需沿评定路径提取数据。对于复杂结构,还需考虑多轴应力状态和等效强度理论(如Von Mises准则)。应力评定的目标是确保容器在各类载荷下不发生过度变形或失效。疲劳分析的结果可以为特种设备的升级改造提供指导,确保设备在升级后具有更好的疲劳性能。
深海快速接头的结构设计与材料选择,深海环境模拟试验装置的快速接头需承受**(可达60MPa以上)、低温(2~4℃)及腐蚀性介质(如海水)的复合作用。典型结构采用双瓣式卡箍锁紧机构,由钛合金(Ti-6Al-4VELI)或镍基合金(Inconel625)制成,具有以下特点:密封形式:金属对金属密封(如锥面-球面配合)配合O型圈(氟橡胶或聚四氟乙烯包覆),确保在5000米水深下泄漏率<1×10??cc/s。锁紧机制:液压驱动或手动旋转锁环(1/8转即可完成锁紧),锁紧力通过有限元优化设计,避免局部应力超过材料屈服强度。防腐蚀处理:表面采用等离子喷涂Al?O?涂层或阴极保护(牺牲阳极)。某国产化接头在模拟4500米环境的压力舱中通过2000次插拔循环测试,密封性能仍满足ISO13628-7标准。 ASME设计注重材料选择,确保所选材料能够承受设计压力并满足使用要求。浙江压力容器常规设计咨询
ANSYS的多物理场耦合分析能力,使得压力容器在不同物理场作用下的性能分析成为可能。特种设备疲劳分析服务价格
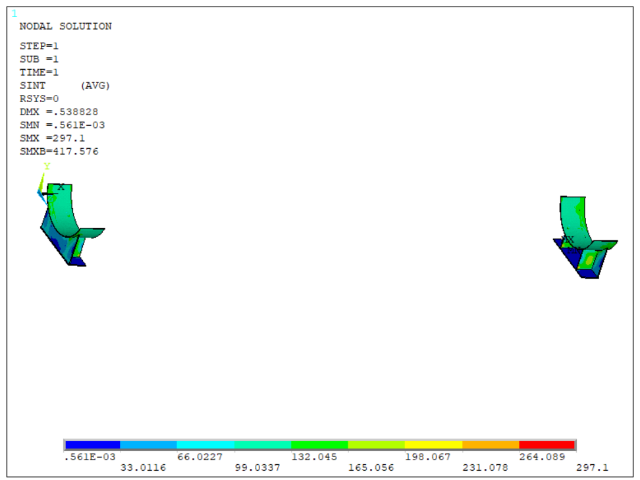
开孔补强设计与局部应力开孔(如接管、人孔)会削弱壳体强度,需通过补强**承载能力。常规设计允许采用等面积补强法:在补强范围内,补强金属截面积≥开孔移除的承压面积。补强方式包括:整体补强:增加壳体壁厚或采用厚壁接管;补强圈:焊接于开孔周围(需设置通气孔);嵌入式结构:如整体锻件接管。需注意补强区域宽度限制(通常取),且优先采用整体补强(避免补强圈引起的焊接残余应力)。**容器或频繁交变载荷场合建议采用应力分析法验证。焊接接头设计与工艺**焊接是压力容器制造的关键环节,接头设计需符合以下原则:接头类型:A类(纵向接头)需100%射线检测(RT),B类(环向接头)抽检比例按容器等级;坡口形式:V型坡口用于薄板,U型坡口用于厚板以减少焊材用量;焊接工艺评定(WPS/PQR):按NB/T47014执行,覆盖所有母材与焊材组合;残余应力**:通过焊后热处理(PWHT)**应力,碳钢通常加热至600~650℃。此外,角焊缝喉部厚度需满足剪切强度要求,且禁止在主要受压元件上使用搭接接头。 特种设备疲劳分析服务价格
- 甘肃仿真模拟静态结构分析 2025-07-31
- 河南快开门式结构设计 2025-07-31
- 福建快开门式灭菌器技术特性 2025-07-30
- 湖北快开门式搅拌罐 2025-07-30
- 甘肃仿真模拟结构-流体耦合 2025-07-30
- 河北快开门式液压釜 2025-07-30
- 黑龙江仿真模拟热分析服务商 2025-07-30
- 江西快开门式蒸压釜设计 2025-07-30
- 天津仿真模拟流体动力学 2025-07-30
- 辽宁仿真模拟复合材料制造过程模拟 2025-07-30
- 徐汇区固定固液分离机服务热线 2025-07-31
- 江苏销售离心通风机 2025-07-31
- 揭阳低温松布机厂家现货 2025-07-31
- 张家港比较好的新能源原动设备多少钱 2025-07-31
- 安徽自动打印机 2025-07-31
- 合肥不锈钢链板输送机批发 2025-07-31
- 连云港DS-4.5风机生产厂家 2025-07-31
- 河北3000吨液压机定制 2025-07-31
- 燃料电池设备鼓风机性能稳 2025-07-31
- 广东实时数据采集器视频 2025-07-31