酱料灌装生产线哪家好
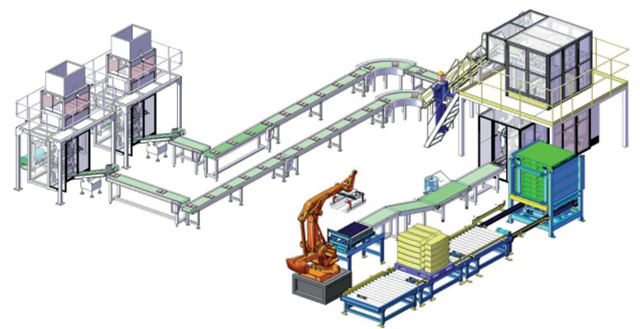
小袋装大袋二次包装生产线设备的设计充分考虑了灵活性和可扩展性,能够适应不同尺寸、形状和材质的小袋与大袋包装需求。设备采用模块化设计,各功能单元可以单独运行或协同作业,使得生产线的配置和调整变得更加简便快捷。该设备还配备了先进的传感器和检测系统,能够实时监控包装过程中的各项参数,及时发现并纠正潜在的包装缺陷,从而保证了产品包装的完美无瑕。同时,其友好的人机交互界面和远程监控功能,使得操作人员能够轻松掌握生产线状态,进行高效的生产管理和维护。这些特点使得小袋装大袋二次包装生产线设备成为众多包装企业的理想选择,为企业的生产和发展提供了强有力的支持。灌装生产线优化布局,节省空间提升产能。酱料灌装生产线哪家好

口服液灌装生产线设备不仅在生产效率上具有明显优势,其在节能环保方面也做出了重要贡献。设备在运行过程中,通过优化电机控制和能源管理系统,有效降低了能耗。同时,先进的废弃物处理系统能够将生产过程中产生的废料进行集中处理和回收利用,减少了环境污染。该设备还具备高度的灵活性,可以适应不同规格和剂型的口服液灌装需求,只需简单调整参数即可实现快速换产。这种灵活性不仅提高了设备的利用率,还为企业节省了大量的设备投资成本。随着制药行业的不断发展,口服液灌装生产线设备将不断升级和创新,以满足市场多样化的需求,推动制药行业的持续健康发展。油类灌装生产线生产厂家洗发水灌装生产线,护理秀发有妙招。
醋灌装生产线的智能化管理也是其高效运作的关键所在。通过集成的控制系统,生产管理者可以实时监控生产线的运行状态,包括原料库存、设备故障预警、生产效率统计等关键信息。这一系统还能根据市场需求灵活调整生产计划,实现按需生产,减少浪费。同时,自动化清洗和消毒程序确保了生产环境的卫生条件,有效避免了交叉污染的风险。随着物联网和大数据技术的不断应用,醋灌装生产线正朝着更加智能化、个性化的方向发展,不仅提升了生产效率和产品质量,也为食品行业的可持续发展注入了新的活力。
全自动颗粒包装生产线不仅在生产效率上具有明显优势,还在环保和节能方面做出了重要贡献。其设计充分考虑了资源的循环利用和能源的节约,例如,通过优化生产流程,减少了废弃物的产生;采用节能电机和变频器,降低了能耗。该生产线还易于清洁和维护,符合GMP等国际标准,确保了生产环境的洁净度和产品的安全性。随着科技的不断发展,全自动颗粒包装生产线正朝着更加智能化、个性化的方向发展,未来将在更多领域发挥重要作用,推动相关产业的转型升级和可持续发展。灌装生产线定制服务,满足不同客户需求。

颗粒自动包装生产线是现代食品、药品及化工行业中不可或缺的高效生产设备。这一生产线集成了自动计量、充填、封口、贴标和输送等一系列工序,极大地提升了产品包装的效率和精度。在生产过程中,原料颗粒通过精确的计量系统,按照预设的重量或体积被送入包装机,确保了每个包装单元内产品的一致性。充填完毕后,自动封口装置会迅速而精确地完成包装密封,避免了产品在运输过程中的污染和泄漏。同时,先进的贴标系统能迅速在包装上打印生产日期、批次号及有效期等关键信息,便于追踪和追溯。整个生产线采用PLC控制系统,能够实时监控生产状态,及时调整参数,确保生产流程的顺畅和高效。通过智能化的数据管理系统,企业可以轻松实现生产数据的收集与分析,为进一步优化生产流程提供可靠依据。饮用水灌装生产线,清洁卫生是关键。自动开箱封箱打包生产线厂家
茶饮料灌装生产线,冷热水系统可选。酱料灌装生产线哪家好
自动数粒数片瓶装包装生产线设备是现代制药、保健品及食品工业中不可或缺的关键设备之一。它通过高度自动化的流程,实现了从原料输送、精确数粒、瓶装填充到密封贴标等一系列工序的无缝衔接。该设备采用先进的传感器技术和智能控制系统,能够准确识别并计数不同形状、尺寸的颗粒或片剂,确保每瓶产品的数量精确无误。在生产过程中,自动数粒数片系统还能有效避免交叉污染,通过封闭式的作业环境和定期的清洁验证,保证了产品的安全性和卫生标准。该生产线还具备高度的灵活性和可扩展性,能够轻松适应不同规格瓶型和包装需求的变化,提高了生产效率和产品质量,降低了企业的运营成本,是现代制药企业提升竞争力的理想选择。酱料灌装生产线哪家好
- 长沙标签贴标机厂家 2025-07-30
- 无锡平面贴标机 2025-07-30
- 自动化码垛 2025-07-30
- 安徽码垛机厂家哪家好 2025-07-30
- 多功能立式园瓶贴标机生产商 2025-07-30
- 长沙自动贴标机的价格 2025-07-29
- 长沙平面标签贴标机 2025-07-29
- 苏州大圆瓶贴标机 2025-07-29
- 长沙自动贴标机多少钱一台 2025-07-29
- 安徽双面贴标机价格 2025-07-29
- 陕西便宜的储能设备24小时服务 2025-07-30
- 贵州靠谱的UVLED固化机按需定制 2025-07-30
- 上海工厂设备工业模型设计价格 2025-07-30
- 韶关直销SPI检测设备原理 2025-07-30
- 陕西履带式高空作业平台参考价 2025-07-30
- 河南小袋投料粉粒体卸料设备哪家好 2025-07-30
- 上海洗脱机公司 2025-07-30
- 安徽乘客电梯轿厢 2025-07-30
- 甘肃蒸发冷空调 2025-07-30
- 内蒙古浆液泵循环泵 2025-07-30